ppr水管老化热熔技巧,ppr管表层老化怎么熔接
发布:小编
ppr管表层老化怎么熔接
ppr管表层老化只能先热熔管材,再热熔管件,只是中间时间不能隔得太久。PPR管,又称三型聚丙烯管、无规共聚聚丙烯管或PPR管,具有节能节材、环保、轻质高强、耐腐蚀、内壁光滑不结垢、施工和维修简便、使用寿命长等优点。
广泛应用于建筑给排水、城乡给排水、城市燃气、电力和光缆护套、工业流体输送、农业灌溉等建筑业、市政、工业和农业领域。PP-R管采用无规共聚聚丙烯经挤出成为管材,注塑成为管件。
ppr水管老化热熔技巧
解决方案一:你可以找到ppr水管有丝牙或者法兰的地方,将两端接头拆掉重新用新材料对接进去。
解决方案二:蒋破损的地方剪掉,从断裂处套入橡胶软接头,外面喉箍锁紧即可。
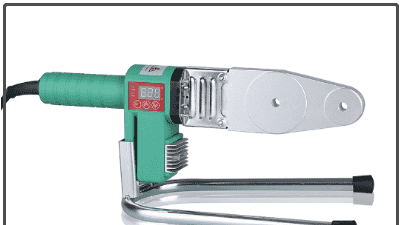
ppr管热熔连接要领安装视频
1、首先把热熔机插好电源,热熔机有红色和卢绿色两个指示灯,红灯亮时可进行熔接。
2、用PPR专用剪刀将PPR管裁剪好尺寸,切割PPR管材必须使端面垂直于管轴线。

3、赶紧用毛巾擦拭PPR管材上面的污渍,确保管材无水渍。

4、无旋转地把管端导入加热模头套内,插入到所标识的深度,同时,无旋转地把管件推到加热模头上,达到规定标志处。

5、达到加热时间后,立即把PPR管材管件从加热模具上同时取下,迅速无旋转地直线均匀插入到已热熔的深度,使接头处形成均匀凸缘,并要控制插进去后的反弹。

扩展资料:
PPR管材在安装中所需要注意的一些事项:
1、管材和管件连接表面必须保持干燥、清洁、无油。
2、切割管材必须使端面垂直于管轴线。管材切割一般使用管子剪或管道切割机,必要时可使用锋利的钢锯,但切割管材断面应除去毛边和毛刺。
3、应保持电熔管件与管材的熔合部位不受潮。
4、热熔工具接通电源,达到工作温度绿色指示灯亮后方能开始操作
5、加热时,无旋转地把管端导入加热套内,插入到所标志的深度,同时,无旋转地把管件推到加热头上,达到规定标志处。加热时间应按熔接工具使用说明书中执行。
6、达到加热时间后,立即把管材与管件从加热模具上同时取下,迅速无旋转地直线均匀插入到所标记深度,使接头处形成均匀凸缘。
7、规定的时间内,刚熔接好的接头还可校正,但不得旋转。
8、熔接弯头或三通时,按设计图纸要求,应注意其方向,在管件和管材的直线方向上,用辅助标志标出位置。
9、电熔连接的标准加热时间应由生产厂家提供,并应随环境温度的不同而加以调整。
焊接ppr管材多大规格以上需要带架子的焊机
摘要:如何焊接PPR管材?首先要选择质量合格的热熔焊机,热熔焊机的温度控制要正确,恒温时间要长。要选择合格和合适的焊套,合格的焊套在设计时是充分考虑了管子焊接后的横面结构和焊接深度,以及表面不粘性和表面光洁性。下面小编就详细为您介绍确保PP-R管材焊接质量的方法和步骤。一、如何焊接PPR管材
1、必须选择质量合格的热熔焊机
(1)温度控制要正确。PP-R热熔焊接温度为:253℃-274℃。如果温度低于253℃,管子和管件仅仅是薄薄的表面一层的熔化,一旦它们之间进行熔接,其熔接的强度就得不到保证,这就是我们通常所说的假焊现象;反之,如果温度高于274℃,管子和管件的表面分子遭到高温的破坏,使得PP-R形成稀薄的液体,连接后会使管子内径变小,更重要的是,连接部分会发生脆裂,尤其是在管路系统全部完工后进行通水加压,经常会发生此类问题。
(2)恒温时间要长。恒温时间的长短是热熔焊接设备性能好坏的重要标志之一。热熔设备在升温至设定温度后仍有一个热量消耗的问题,特别是在冬季,风口处,即便是在非作业间隙,其热耗也是很大的,而一旦作业时,其管子和管件都在分别消耗热能,这就要求设备有很强的热能储存能力和及时补充能力。
2、必须选择合格和合适的焊套
合格的焊套在设计时是充分考虑了管子焊接后的横面结构和焊接深度,以及表面不粘性和表面光洁性。目前,国内生产的用热熔方法焊接PP-R,PPC,PE等给水管的厂家有几百家。由于各家厂家生产的管子所用的原材料,助剂不同,环境条件不同,设备选择不同,使得各家所生产的管子和管件尺寸也不尽相同。因此,各家管材生产厂家及使用者必须选择适合自己管材口径的焊套。对操作者来说,末次焊接后应对焊套表面进行必要的清洁,以免焊接部分有杂质。
对于40mm口径以上的管材进行焊接时,由于口径较大,非个人力量所能作业,必须使用机械设备才能保证管子进入管件的深度和直度。我们发现在许多工地上用五至六名工人对一个110mm口径的接口进行焊接,费九牛二虎之力也不能保证管子直度及插入深度,整个管线弯弯曲曲,很难想象在一定的水温和压力下的状况。
二、热熔焊接中易发生的问题
应该说严格按照熔接工艺和熔接技术的要求进行施工操作的管路系统,在常温常压下使用是不会有任何问题的。但我们在日常施工中经常发现在管子和管件的连接处会发生爆裂现象或砂眼。
主要原因有下列几个方面:
1、热熔焊机温度不正确,太高或太低,使聚丙烯性能发生变化。
2、焊套表面没有处理好,或表面涂层脱落使得与管子接触部分产生砂眼。
3、焊套尺寸不对,设计不对,使得管子的熔化深度与熔接结构不恰当。
4、焊接前没有对管子的焊接表面进行清洁处理。
5、焊接的管子与管件没有保持同心或直线。
三、正确的焊接操作规程
1、热熔焊接前的准备工作
(1)对于外径25-110mm的管子要倒角器对管子端口进行15°倒角至原管壁厚的一半。
(2)用清洁机(或酒精)和刷子对管子的焊接部分表面进行清洁。
(3)当预组装的部件做熔接时,连接前在管子与管件所要求的位置上做出标记。
(4)40mm口径以上的管材焊接必须使用平面和竖管焊接机。
(5)每次溶解后,均要用干布或干纸擦净加热套和加热头,不要用清洁剂。
2、热熔和连接
(1)将管子和管件分别插入加热套和加热头后,不要旋转,也不要太快移动(要使材料有足够熔化时间)。
(2)加热后,将管子和管件从加热元件上移除,不要旋转加热部分。
(3)加热后立即将管子和管件沿轴线往一起压,不要转动。严格遵守热熔焊接标准的保持时间和冷却时间。
以上就是关于ppr水管老化热熔技巧,ppr管表层老化怎么熔接的全部内容,以及ppr管表层老化怎么熔接的相关内容,希望能够帮到您。
版权声明:本文来自用户投稿,不代表【推酷网】立场,本平台所发表的文章、图片属于原权利人所有,因客观原因,或会存在不当使用的情况,非恶意侵犯原权利人相关权益,敬请相关权利人谅解并与我们联系(邮箱:350149276@qq.com)我们将及时处理,共同维护良好的网络创作环境。
大家都在看

魔兽世界奥山怎么召唤大树,奥山怎么召唤大树
综合百科本文目录1.WOW 奥山部落和联盟可以召唤什么东西出来2.奥山怎么召唤大树3.奥山怎么召唤大树的怪物4.奥山石头人和大树怎么招出来WOW 奥山部落和联盟可以召唤什么东西出来1. 空军很好办,救出来等他们回家,上缴各种物品,等到交到足够就回听到空军一声怒吼,与之对话,空军就会冲天

深海泥身体膜怎么使用,欧芮乐海洋净润矿泥膜的正确使用方法
综合百科深海泥身体膜怎么使用深海泥身体膜涂在身体,然后等15分钟洗掉即可。要用温水清洗,防止面膜残留毛孔之中。深海泥是一种深海的矿物泥,它里面含有多种营养成分,有丰富的矿物质,尤其它的吸附能力非常的强,能够促进皮肤的新陈代谢,对于去除汗毛孔里面的一些脏东西和毒素,有很好的效果,能够发挥深
垂直排列标题与文本怎么设置
综合百科垂直排列标题与文本怎么设置1、找到你需要修改版式为垂直排列标题与文本的PPT页面。2、找到开始选项卡下面的幻灯片功能组。3、在幻灯片功能组中,找到版式。4、打开版式,在弹出的对话窗口里面找到垂直排列标题与文本。5、点击确定,你就会发现自己的这一页的PPT界面变成了垂直排列标题与文
快手能查到对方位置,怎样用快手找到对方的手机号
综合百科快手能查到对方位置吗?如果对方的快手账号没有设置隐藏位置信息的话是能查看到位置的,方法如下:1、首先打开快手,在打开的主界面点击一个作品进入。2、然后,在作品播放的界面点击右上方的头像。3、接着,就会进入到该作品发布者的个人资料界面,如果作品发布者公开了位置信息的话就可以看到。4

公积金贷款首次还款日期怎么查,怎么查询首次还房贷的时间记录
综合百科本文目录1.怎么查询首次还房贷的时间记录2.公积金贷款首次还款日期怎么查询3.公积金还款在哪里查询明细4.房贷还款记录在哪里查询怎么查询首次还房贷的时间记录两种方法查询:一、.通过放款银行的短信或者电子账单进行查询。在使用公积金贷款的时候,贷款银行会在放款短信与电子账单之中标明还

银行审批通过放款要多久,银行贷款审批通过后多久放款给卖方
综合百科本文目录1.银行贷款审批通过后多久放款给卖方2.房贷工商银行审批通过后多久放款3.银行贷款审批通过了,能撤销吗4.房贷工商银行审批通过后多久放款银行贷款审批通过后多久放款给卖方一般的银行贷款,在贷款审批通过后一周之内就会完成放款。而如果是房贷,就要看当前银行放款资金是否紧张。资金
手机贴吧怎么私信,百度贴吧如何私信楼主
综合百科手机贴吧怎么私信在手机贴吧中私信别人的方法为:1、首先打开贴吧APP,找到需要私信的人的id并点击。2、然后进入对方主页,点击页面上方的信息图标。3、接着转入聊天界面,这时用户只需在下方的输入框中输入私信内容,并点击“发送”按钮即可。贴吧即百度贴吧,是全球最大的中文社区。贴吧旨在
-
网易云跑步模式在哪里
综合百科网易云跑步模式在哪里操作方法:打开网易云音乐APP,点击首页的“私人FM”图标,进入播放页面,点击“跑步FM”,网易云音乐会根据跑步的步伐推荐歌曲。网易云音乐使用技巧:1、网易云音乐可以设置音效,打开网易云音乐,点击左上方三条横线图标,在左侧弹出的窗口中,选择下方的“设置”选项,
-
网络图标不见了怎么办,电脑桌面上的我的电脑图标不见了怎么办
综合百科网络图标不见了怎么办1、我们在电脑桌面上,找不到网络图标了。2、这时候我们在电脑桌面,点击出右键菜单,在菜单中选择个性化按钮。3、选择个性化按钮进行点击,进入个性化的页面。4、在个性化的界面,点击更改桌面图标。5、进入桌面图标设置页面,我们查看所有的桌面图标。6、这时我们发现,没

身份证丢了别人捡到能用,身份证丢了怎么查询有没有被别人拿去贷款
综合百科本文目录1.身份证丢了怎么查询有没有被别人拿去贷款2.身份证丢了如何登报挂失3.旧身份证被别人捡到了有没有用4.身份证丢失了别人捡到能用吗?2021身份证丢了怎么查询有没有被别人拿去贷款身份证丢了别人捡到不能用,现在办理各项业务都是需要本人和 身份证原件 才能办理,不是本人的,即
-
raft单人怎么刷材料
综合百科raft单人怎么刷材料在RAFT木筏求生游戏中,很多玩家对于单人游戏要怎么获得材料还不是很清楚,那么下面就来告诉大家RAFT木筏求生中获得材料的方法是什么。1、岛屿水下能够找到的材料:泥土、沙子、铁、铜(铜在深海,需要氧气瓶和鳍)、碎片、海草。2、湿的钻块→放在船上晾干→干燥的钻

公有住房能任意收回,公房国家有权收回
综合百科本文目录1.公房国家有权收回吗2.公有住房会收回吗3.80年代单位公房会不会收回4.直管公房会强制收回吗公房国家有权收回吗法律主观:购买了单位房屋,并取得了房产证,按照规定,该房屋产权已归你所有。按理单位是无权再收回该房屋的。但是如果在购买该房屋时,与单位签订了协议,对房屋的退还







